英语
英语 俄语
俄语Контент
- 1 Можете ли вы сделать Кэмлок Муфта Себя?
- 2 Сырье, используемое при производстве муфт Camlock
- 3 Три основных направления производства муфт Camlock
- 4 Шаг за шагом: как обрабатывается корпус муфты Camlock
- 5 Изготовление кулачковых рычагов
- 6 Критические размеры, определяющие качество муфты Camlock
- 7 Процессы отделки поверхности, применяемые после механической обработки
- 8 Изготовление и установка прокладок
- 9 Сборка: соединение муфты Camlock вместе
- 10 Испытание и контроль качества готовых муфт Camlock
- 11 Процесс литья под давлением полипропиленовых и нейлоновых муфт Camlock
- 12 Чем отличается качественная муфта Camlock от некачественной
- 13 Производство муфт Camlock по индивидуальному заказу: когда стандартных типов недостаточно
Можете ли вы сделать Кэмлок Муфта Себя?
Прямой ответ: Муфты Camlock производятся с помощью прецизионной обработки на станках с ЧПУ, литья или ковки, а не чего-то, что можно воспроизвести вручную или с помощью простых инструментов. Функциональная муфта с эксцентриковым замком требует достаточно жестких допусков на размеры, чтобы переходник с наружной резьбой одного производителя мог надежно соединяться с муфтой с внутренней резьбой другого производителя. Такой уровень согласованности требует промышленного оборудования и контролируемых процессов.
Если вы спрашиваете, потому что хотите понять производственный процесс, лежащий в основе кулачковых муфт, которые вы закупаете, определяете производство или оцениваете качество поставщика — в этой статье описывается весь процесс, от выбора сырья до окончательной проверки. Если вы инженер или покупатель и изучаете, как изготавливаются кулачковые и пазовые муфты, приведенные здесь подробности дадут вам четкое представление о том, что отличает хорошо изготовленную муфту от некачественной.
Производство муфт Camlock охватывает несколько различных производственных маршрутов в зависимости от материала, размера, давления применения и объема. Понимание каждого маршрута поможет вам оценить, соответствует ли процесс поставщика вашей спецификации.
Сырье, используемое при производстве муфт Camlock
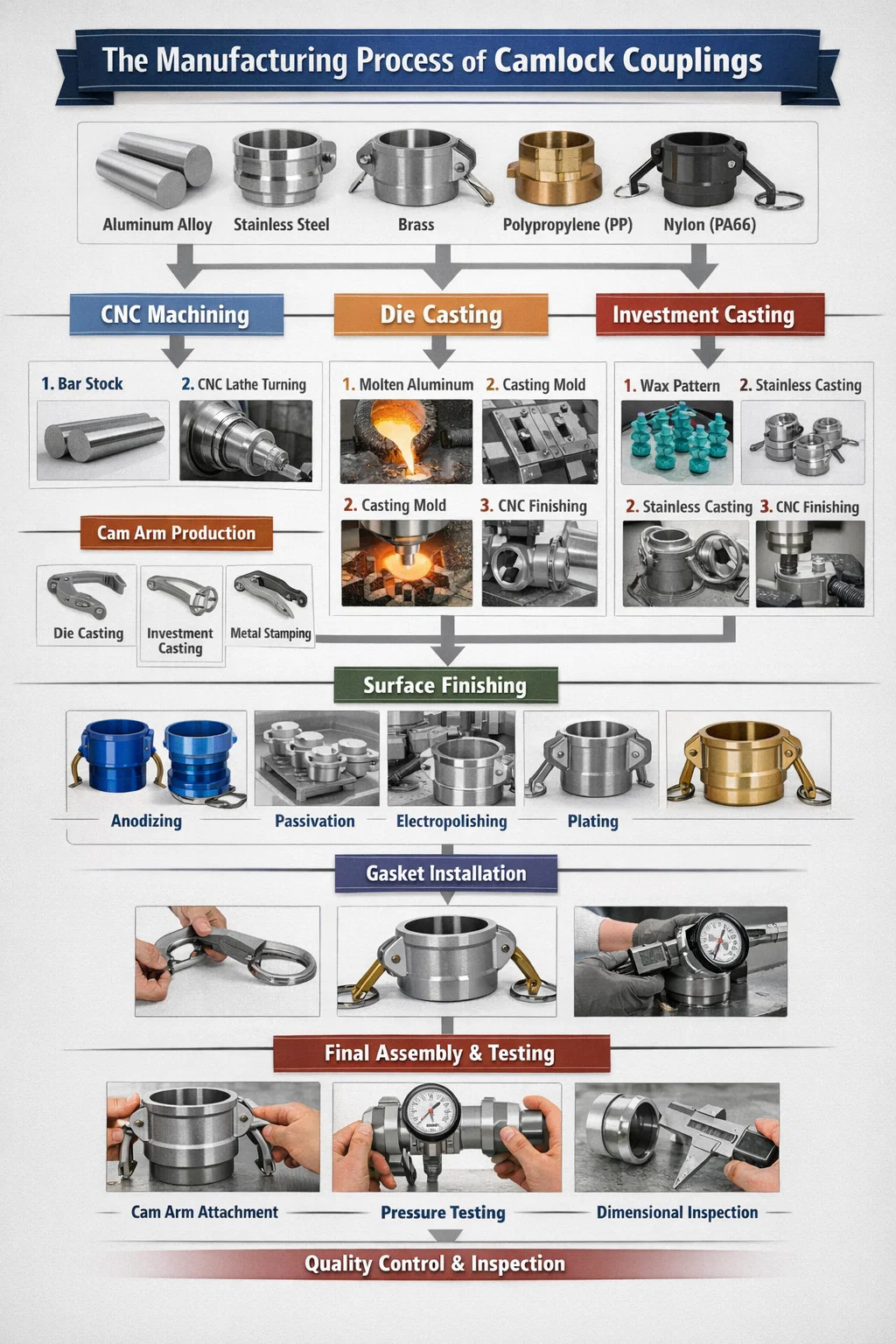
Выбор материала является первым решением при изготовлении муфты Camlock, и он напрямую определяет номинальное давление муфты, химическую совместимость, вес и стоимость. Пять основных материалов, используемых при производстве коммерческих муфт Camlock:
Алюминиевый сплав
Алюминий — чаще всего сплав 6061-T6 или литой под давлением алюминий A380 — составляет наибольшую долю производства муфт Camlock во всем мире. Он легкий, устойчивый к коррозии, подходит для общего применения, прост в обработке и экономически эффективен. 2-дюймовая алюминиевая муфта Camlock весит примерно 200–250 граммов в зависимости от толщины стенки. Алюминий является выбором по умолчанию для воды, мягких химикатов, сельскохозяйственного использования и транспортировки топлива в некритических средах. Его слабость — подверженность коррозии в соленой воде, сильных щелочах и галогенированных растворителях.
Нержавеющая сталь 304 и 316
Муфты Camlock из нержавеющей стали изготавливаются из прутков 304 или 316 или отливок по выплавляемым моделям. Нержавеющая сталь 316 содержит 2–3% молибдена, что значительно повышает устойчивость к хлоридной коррозии. по сравнению с 304. Это делает 316 рекомендованной маркой для применения в судостроении, фармацевтике, пищевой промышленности и химической транспортировке. Муфты из нержавеющей стали тяжелее — 2-дюймовая муфта Camlock из нержавеющей стали 316 весит примерно 400–500 граммов, — но номинальное давление и срок службы оправдывают дополнительный вес в сложных условиях эксплуатации.
Латунь
Латунные муфты с эксцентриковым замком, обычно изготовленные из латуни C360, подвергнутой механической обработке, используются в тех случаях, когда требуется хорошая коррозионная стойкость, искростойкость и совместимость со сжатыми газами. Латунь обрабатывается исключительно хорошо, что позволяет снизить производственные затраты по сравнению с нержавеющей сталью, но при этом предлагает долговечный вариант из цветных металлов. Латунь широко распространена в системах сжатого воздуха, транспортировки природного газа и морской пресной воды.
Полипропилен (ПП)
Полипропиленовые муфты Camlock изготавливаются методом литья под давлением, а не подвергаются механической обработке. ПП химически инертен по отношению к широкому спектру кислот и щелочей, которые могут разъедать металлы, что делает его идеальным выбором для химической обработки при низком давлении. Полипропиленовые муфты Camlock обычно рассчитаны на максимальное давление 75 фунтов на квадратный дюйм при размере 2 дюйма. , что значительно ниже номиналов для алюминия или нержавеющей стали. Они не подходят для повышенных температур — ПП размягчается при температуре выше 160°F (71°C).
Нейлон (PA66)
Нейлоновые муфты Camlock также изготавливаются методом литья под давлением и используются в химических и сельскохозяйственных приложениях низкого давления, аналогичных полипропилену. Нейлон обеспечивает несколько более высокую ударопрочность и используется там, где корпус муфты может подвергаться механическим воздействиям в полевых условиях. Его профиль химической стойкости отличается от полипропилена — нейлон впитывает влагу и может набухать при длительном контакте с водой, что является фактором, который следует проверить в зависимости от конкретного применения.
Три основных направления производства муфт Camlock
При коммерческом производстве муфт Camlock используются три основных производственных маршрута. Каждый маршрут обеспечивает различную оценку качества, стоимость и размерную согласованность. Понимание разницы необходимо для выбора или оценки поставщика.
| Производственный маршрут | Используемые материалы | Точность размеров | Типичный объем | Уровень затрат |
|---|---|---|---|---|
| Обработка на станке с ЧПУ прутковой заготовки | Алюминий, нержавеющая сталь, латунь | Самый высокий (±0,01 мм) | От низкого до среднего | Высокий |
| Литье под давлением | Алюминий (А380) | Средне-высокий | Высокий Volume | Средний |
| Обработка литья по выплавляемым моделям | Нержавеющая сталь, латунь | Средне-высокий | Средний to High | Средне-высокий |
Обработка на станке с ЧПУ прутковой заготовки
Механическая обработка прутков позволяет получить кулачковые муфты высочайшего качества. Круглая заготовка из алюминия, нержавеющей стали или латуни разрезается по длине и помещается на токарный станок с ЧПУ или обрабатывающий центр. Станок обтачивает внешний диаметр, протачивает внутренний путь потока, вырезает канавку кулачка, обрабатывает зазубрины хвостовика шланга или трубную резьбу и сверлит любые поперечные отверстия — и все это за один или два этапа. Поскольку материал представляет собой обработанный пруток, а не отливку, он не имеет пористости, более однородной зернистой структуры и более высокой механической прочности. Этот маршрут используется для муфт с камлоком из нержавеющей стали и для алюминиевых муфт с высокими техническими характеристиками, где пористость отливки недопустима.
Литье под давлением с последующей обработкой на станке с ЧПУ
Литье под давлением является доминирующим способом производства алюминиевых муфт Camlock в промышленных масштабах. Расплавленный алюминиевый сплав (обычно A380) впрыскивается под высоким давлением в матрицу из закаленной стали. Отливка затвердевает за считанные секунды и выбрасывается в форме, близкой к чистой. Необработанная отливка уже приближает окончательную геометрию муфты — в матрице формируются канавка кулачка, профиль корпуса и общее отверстие. Операции с ЧПУ после литья обрабатывают критически важные поверхности: диаметр и глубину канавки кулачка, внутреннее отверстие для потока, трубную резьбу, если требуется, и зазубрины хвостовика шланга. Литье под давлением позволяет производителю производить сотни заготовок муфт в час. , что значительно снижает стоимость единицы стандартных коммерческих сортов.
Ограничением литья под давлением является пористость — микроскопические газовые карманы, образующиеся во время затвердевания. В хорошо контролируемом процессе литья под давлением с правильной конструкцией матрицы и контролируемой температурой заливки пористость сводится к минимуму до приемлемого уровня для большинства применений кулачковых муфт. Для работы под высоким давлением или вакуумом предпочтительна обработка прутков, поскольку пористость отливки может создавать пути утечки, даже если поверхность кажется неповрежденной.
Литье по выплавляемым моделям с последующей обработкой на станке с ЧПУ
Литье по выплавляемым моделям (литье по выплавляемым моделям) используется в основном для муфт с эксцентриковым замком из нержавеющей стали, геометрия которых слишком сложна для экономичной обработки стержней или когда объем оправдывает стоимость инструмента. Восковая модель муфты покрывается керамической массой, затвердевает, воск выгорает. Расплавленная нержавеющая сталь заливается в керамическую оболочку. В результате получается отливка из нержавеющей стали почти чистой формы, требующая только обработки на станке с ЧПУ уплотнительных поверхностей, резьбы и канавки кулачка. Отливки по выплавляемым моделям имеют более мелкую зернистую структуру, чем отливки в песчаные формы, но не такие плотные, как прутки. Для большинства применений кулачковых муфт из нержавеющей стали коммерчески приемлемым уровнем качества является литье по выплавляемым моделям и обработка на станке с ЧПУ.
Шаг за шагом: как обрабатывается корпус муфты Camlock
Независимо от того, начинается ли с прутковой заготовки или отливки, последовательность обработки на станке с ЧПУ корпуса муфты с эксцентриковым замком следует последовательному набору операций. Вот стандартная последовательность обработки охватываемого адаптера (например, типа A или типа B) из алюминиевой прутковой заготовки:
- Ограничение: Круглый алюминиевый пруток (6061-T6) разрезается на заготовку на ленточной пиле или устройстве подачи прутка с ЧПУ. Длина заготовки подобрана таким образом, чтобы обеспечить возможность выполнения всех последующих операций с минимальными отходами.
- Первая операция — наружная токарная обработка и торцовка: Заготовка вытачивается на токарном станке с ЧПУ. Внешний диаметр подогнан под правильный диаметр корпуса переходника с наружной резьбой. Лицо квадратное. Профиль канавки кулачка поточен — это самая важная особенность. Диаметр канавки, глубина и профиль подрезки должны соответствовать допускам MIL-C-27487, чтобы обеспечить совместимость с охватывающей муфтой любого производителя.
- Диаметр: Внутреннее проходное отверстие просверливается и растачивается до указанного внутреннего диаметра. Диаметр проточного отверстия напрямую влияет на перепад давления: отверстия меньшего размера снижают эффективность потока и увеличивают эрозию, связанную со скоростью.
- Шланговый хвостовик или трубная резьба: При изготовлении типа А конец хвостовика шланга поворачивается и профиль зазубрины обрезается. Высота шипов, расстояние между ними и внешний диаметр контролируются в соответствии с указанным внутренним диаметром шланга. При изготовлении типа B наружная резьба NPT нарезается с помощью резьбонарезного инструмента или штампуется в соответствии со спецификацией ANSI/ASME B1.20.1.
- Канавка под прокладку (для муфт типа «мама»): Для корпусов муфт с внутренней резьбой (тип C, D, F) внутреннее гнездо под прокладку обрабатывается механической обработкой. Канавка для прокладки должна иметь правильную глубину и ширину, чтобы прокладка удерживалась без защемления под давлением кулачкового замка.
- Отверстия под штифты рычага кулачка: В стенке корпуса муфты диаметрально противоположно просверлены два отверстия для установки шарнирных пальцев кулачкового рычага. Диаметр и положение отверстия должны быть точно определены — смещенные от центра или смещенные отверстия для штифтов приводят к заеданию, неравномерному открытию кулачков или нарушению равномерного уплотнения прокладки.
- Удаление заусенцев: Все обработанные кромки зачищаются вручную или на вибрационной машине для удаления заусенцев. Острые заусенцы на внутренних поверхностях могут привести к повреждению вкладышей шлангов или прокладок, поэтому их необходимо удалить перед сборкой.
Полный цикл обработки корпуса кулачковой муфты на токарном станке с ЧПУ с приводным инструментом выполняется примерно От 90 секунд до 4 минут на часть в зависимости от размера, материала и сложности. Нержавеющая сталь требует больше времени, чем алюминий, из-за более твердого материала и более низких скоростей резания.
Изготовление кулачковых рычагов
Кулачковые рычаги являются функциональным запорным механизмом каждой муфты эксцентрикового замка. Они изготавливаются отдельно от корпуса муфты и затем собираются. Кулачковые рычаги производятся одним из трех способов в зависимости от материала и объема:
Литье под давлением (алюминиевые кулачки)
Большинство алюминиевых рычагов кулачков отливаются под давлением из сплава A380 или аналогичного сплава. Геометрия рычага кулачка — профиль запирающего лепестка, шарнирное отверстие и форма ручки — формируется в матрице. После отливки шарнирное отверстие рассверливается до окончательного диаметра для плотного прилегания к штифту. Поверхность запирающего выступа может быть слегка обработана механической обработкой или оставлена литой в зависимости от уровня качества производителя. Профиль запирающего выступа имеет решающее значение: он должен создавать достаточную внутреннюю силу для сжатия прокладки при повороте в закрытое положение. , и должен иметь достаточный геометрический зазор, чтобы можно было аккуратно разблокировать его при открытии. Изношенный или неправильно профилированный выступ либо не сможет герметично закрыться, либо не сможет освободиться без чрезмерного усилия.
Литье по выплавляемым моделям или ковка (кулачковые рычаги из нержавеющей стали)
Распредвалы из нержавеющей стали либо отлиты, либо кованы. Рычаги кулачков из кованой нержавеющей стали прочнее литых благодаря выравниванию волокон в процессе ковки — они предназначены для применений, требующих высокого давления или критических с точки зрения безопасности. Распредвалы из нержавеющей стали, отлитые по выплавляемым моделям, приемлемы для стандартного коммерческого обслуживания. В обоих случаях отверстие шарнира и контактная поверхность запорного кулачка обрабатываются на станке с ЧПУ после первичной операции формовки.
Штамповка и формовка (манипуляторы тонкого сечения)
В некоторых недорогих муфтах с эксцентриковым замком используются штампованные и фасонные кулачковые рычаги, вырезанные из плоского листового металла. Они менее распространены в муфтах коммерческого класса, но встречаются в бюджетных продуктах. Штампованные рычаги тоньше, имеют меньшее сечение для изгибающих нагрузок, геометрия запорных лепестков менее точна. Их можно узнать по плоской, одинаковой толщине по сравнению с литыми или коваными рычагами, которые имеют переменную форму поперечного сечения для обеспечения конструктивной эффективности.
Критические размеры, определяющие качество муфты Camlock
Стандарт MIL-C-27487 определяет основные размеры, которым должны соответствовать все муфты Camlock для обеспечения совместимости. Если производитель отклоняется от этих данных, муфта может не сочетаться с муфтами других марок и не обеспечивать надежное уплотнение. Приведенные ниже размеры являются наиболее важными для контроля при производстве:
| Размерность | Расположение | Почему это важно |
|---|---|---|
| Диаметр и глубина канавки кулачка | Корпус адаптера «папа» | Кулачок рычага кулачка должен полностью войти в паз для фиксации и уплотнения. |
| Внешний диаметр переходника «папа» | Вставной конец адаптера с наружной резьбой | Необходимо входить в отверстие охватывающей муфты с правильным зазором — слишком тугое соединение, слишком слабое приводит к перекосу. |
| Диаметр отверстия внутренней муфты | Женский корпус муфты | Органы управления подходят для переходника с наружной резьбой и компрессионной прокладки. |
| Расстояние между отверстиями для штифтов кулачкового рычага | Женский корпус муфты | Контролирует симметрию зацепления рычага кулачка и распределение усилия уплотнения. |
| Ширина и глубина канавки под прокладку | Женский корпус муфты | Прокладка должна удерживаться, но не пережиматься при закрытии рычагов. |
| Внутренний диаметр проходного отверстия | И мужской, и женский | Определяет расход и падение давления на муфте. |
| Радиус профиля кулачка рычага кулачка | Кулачковый рычаг | Контролирует силу блокировки и простоту эксплуатации — кривая кулачка должна следовать заданной кривой. |
| Размеры резьбы NPT или шланга | Конец резьбы | Должен соответствовать ANSI/ASME B1.20.1 (NPT) для герметичных резьбовых соединений. |
Авторитетные производители проверяют эти размеры в каждой партии, используя калибры для измерения резьбы, цифровые штангенциркули и координатно-измерительные машины (КИМ) для определения геометрии канавок кулачка. Недорогая муфта, которая выходит из строя даже при диаметре канавки кулачка. 0,3–0,5 мм Может показаться, что они соединяются, но не обеспечивают достаточного усилия уплотнения прокладки, что приводит к утечкам под давлением.
Процессы отделки поверхности, применяемые после механической обработки
После механической обработки корпуса муфт эксцентриков и рычаги кулачков проходят обработку поверхности, которая улучшает коррозионную стойкость, внешний вид и, в некоторых случаях, окончательную посадку по размерам. Процесс отделки зависит от материала:
Анодирование (алюминий)
Анодирование серной кислотой типа II является наиболее распространенным способом обработки алюминиевых муфт типа Camlock. В результате этого процесса слой оксида алюминия растет примерно Толщина 5–25 микрон на поверхности, улучшая коррозионную стойкость и твердость. Муфты из анодированного алюминия можно отличить по матовому серебристо-серому или окрашенному цвету (синяя, красная и черная отделка распространены в линейках продукции производителей для идентификации размера). Твердое анодирование типа III (25–75 микрон) используется для муфт, работающих в абразивных суспензиях или в условиях сильного износа.
Пассивация (нержавеющая сталь)
Муфты Camlock из нержавеющей стали пассивируются после механической обработки путем погружения в раствор азотной или лимонной кислоты. Это удаляет свободное железо и остатки механической обработки с поверхности и способствует образованию пассивного слоя оксида хрома, который придает нержавеющей стали коррозионную стойкость. Пассивация в соответствии с ASTM A967 или AMS 2700 является стандартной спецификацией для муфт из нержавеющей стали, используемых в пищевой, фармацевтической и химической промышленности.
Электрополировка (нержавеющая сталь)
Муфты Camlock из пищевой и фармацевтической нержавеющей стали часто подвергаются электрополировке после пассивации. Электрополировка удаляет тонкий слой поверхностного металла посредством электрохимического процесса, уменьшая шероховатость поверхности до значений Ra ниже 0,8 микрона. Эта сверхгладкая поверхность предотвращает размножение бактерий на неровностях поверхности и облегчает очистку муфты на месте (CIP) или в циклах дезинфекции паром на месте (SIP).
Хромирование или никелирование (латунь)
Латунные муфты Camlock могут быть покрыты хромом или никелем для улучшения внешнего вида и коррозионной стойкости во влажной среде. Толщина покрытия обычно составляет 5–15 микрон. В системах с питьевой водой требуются бессвинцовые латунные сплавы и покрытия, соответствующие стандарту NSF 61.
Изготовление и установка прокладок
Прокладки для муфт Camlock не являются механически обработанными деталями — они формуются под давлением или вырезаются из листового эластомера. Прокладка для муфты данного размера представляет собой простое плоское кольцо (форму шайбы) в большинстве стандартных конструкций, хотя некоторые производители используют прокладки с уплотнительным кольцом для применений с более высоким давлением.
Компрессионное формование
Эластомерный компаунд (Buna-N, EPDM, Viton, силикон или ПТФЭ) помещается в нагретую форму, которая формирует форму прокладки под давлением и нагреванием. Формованные прокладки имеют постоянную твердость (дюрометр), контролируемые размеры и гладкую поверхность, обеспечивающую равномерное уплотнение. Прокладки муфты Camlock обычно изготавливаются с твердостью по Шору А 60–70. — достаточно мягкий, чтобы выдерживать силу рычага кулачка, достаточно твердый, чтобы противостоять выдавливанию из канавки под давлением.
Плоский лист с высечкой
Недорогие прокладки вырезаются из плоского листа эластомера. Вырезанные прокладки приемлемы для стандартного обслуживания, но могут иметь немного меньшую постоянство размеров, чем формованные прокладки. Они чаще встречаются в комплектах сменных прокладок, чем в OEM-производстве муфт.
Установка прокладки в муфту
Прокладка запрессовывается в канавку под прокладку в корпусе охватывающей муфты. Она должна сидеть заподлицо или слегка выступать за уплотнительную поверхность — слишком утопленная означает, что прокладка не будет контактировать с охватываемой поверхностью переходника; слишком выступающий означает, что он не может удерживаться в пазе во время соединения и может сместиться. На производстве установка прокладок производится вручную или с помощью простых пресс-приспособлений. Правильная прокладка для каждого размера муфты указывается производителем муфты, и ее не следует заменять прокладкой другого размера или профиля.
Сборка: соединение муфты Camlock вместе
Когда обработанный корпус, рычаги кулачков, шарнирные пальцы и прокладка готовы, муфту собирают. Сборка муфты типа «мама» (например, типа C, D или F) включает в себя:
- Установите прокладку в канавку для прокладки в корпусе муфты. Убедитесь, что он установлен равномерно по всей окружности.
- Расположите один рычаг кулачка над отверстием для штифта на одной стороне корпуса муфты. Вставьте шарнирный штифт одновременно через шарнирное отверстие рычага кулачка и отверстие в корпусе.
- Повторите то же самое для второго рычага кулачка на противоположной стороне.
- Закрепите шарнирные штифты — обычно путем прокалывания концов штифтов, нажатия на удерживающий зажим или протыкания. Штифт необходимо сохранить, чтобы он не мог сработать во время обслуживания, но при этом позволял рычагу кулачка свободно вращаться.
- Убедитесь, что оба рычага кулачка открываются и закрываются плавно, без заеданий. В закрытом положении фиксирующие лепестки должны касаться паза корпуса муфты без видимого зазора.
- Выполните функциональную проверку, вставив переходник с наружной резьбой того же размера и зафиксировав рычаги кулачка. Соединение должно надежно зафиксироваться и плавно разъединиться.
При крупносерийном производстве установка кулачкового рычага выполняется полуавтоматически с помощью приспособлений для вставки штифтов и пневматических инструментов для фиксации. При мелкосерийном производстве или муфтах из нержавеющей стали сборка осуществляется полностью вручную. Время сборки одной муфты обычно составляет 30–90 секунд для опытного оператора.
Испытание и контроль качества готовых муфт Camlock
Правильно изготовленная муфта Camlock перед отправкой должна пройти проверку размеров и функциональные испытания. Протоколы испытаний, используемые серьезными производителями, включают:
Проверка размеров
Диаметр и глубина канавки кулачка, диаметр отверстия, шаг и конусность резьбы, а также положение отверстия под штифт рычага кулачка проверяются с помощью калиброванных инструментов, включая микрометры, штангенциркули, резьбомеры и щупы ШИМ. Критические размеры измеряются на основе выборки — обычно в соответствии с планами выборки AQL (приемлемый предел качества), при этом AQL 1,0 или 2,5 является обычным для коммерческих муфт. Для критически важных для безопасности характеристик может потребоваться 100% проверка размеров.
Испытание гидростатическим давлением
Гидростатические контрольные испытания включают в себя подачу давления на соединенную пару муфт до уровня, в 1,5 раза превышающего номинальное рабочее давление. , удерживая указанное время (обычно 30–60 секунд) и проверяя на предмет утечек или деформации. 2-дюймовая алюминиевая муфта, рассчитанная на рабочее давление 150 фунтов на квадратный дюйм, будет подвергнута контрольным испытаниям при давлении 225 фунтов на квадратный дюйм. При испытательном давлении не допускается утечка или видимая деформация. Испытание на разрыв — создание давления до разрушения — проводится на образцах для проверки того, что давление разрыва как минимум в 4 раза превышает номинальное рабочее давление, устанавливая коэффициент безопасности.
Тестирование совместимости
Изготовленный разъем с внутренней резьбой должен соединяться и герметизироваться с адаптерами с наружной резьбой как минимум двух или трех других производителей для проверки соответствия стандарту MIL-C-27487. Нарушения совместимости, когда муфта соединяется только с муфтой собственной марки, указывают на отклонения размеров от стандарта и являются существенным дефектом качества коммерческих муфт с эксцентриковым замком.
Тестирование удержания рычага кулачка
Удержание шарнирного пальца проверяется путем приложения заданной силы натяжения к рычагу кулачка и проверки того, что палец не смещается. Нарушение фиксации рычага кулачка в эксплуатации представляет собой угрозу безопасности: если рычаг кулачка отсоединится под давлением, муфта может отделиться с накопленной энергией от линии, находящейся под давлением. В хорошо изготовленных муфтах используются штифты с фиксацией или двойной фиксацией, которые не разблокируются при нормальных рабочих усилиях.
Визуальный и поверхностный осмотр
Заключительный визуальный осмотр проверяет наличие заусенцев, дефектов поверхности, неполного анодирования или пассивации, посадки прокладки и движения рычага кулачка. Муфты, предназначенные для пищевой или фармацевтической промышленности, проходят дополнительную проверку на предмет чистоты поверхности Ra и отсутствие трещин или включений на уплотнительных поверхностях.
Процесс литья под давлением полипропиленовых и нейлоновых муфт Camlock
Пластиковые муфты Camlock производятся по совершенно иному маршруту, чем металлические. И корпус, и рычаги кулачков отлиты под давлением из полимерных гранул — для самого корпуса муфты механическая обработка не требуется, хотя некоторые производители обрабатывают канавки для прокладки и шарнирные отверстия на станке с ЧПУ для более жестких допусков.
Рекомендации по проектированию пресс-форм
Пресс-форма для полипропиленового корпуса муфты Camlock представляет собой сложный стальной инструмент с несколькими полостями и внутренними сердечниками, образующими проточное отверстие и кулачковую канавку. Подрез кулачковой канавки создает проблему при проектировании пресс-формы: муфту невозможно извлечь из простой формы, состоящей из двух частей, без разрушения сердечников или боковых воздействий. В большинстве форм используются складные вставки стержней или скользящие боковые стержни, которые убираются перед выталкиванием, чтобы освободить подрез канавки.
Параметры процесса
Полипропилен (ПП) обрабатывается при температуре плавления примерно 220–280°С при температуре формы 20–60°С. Давление впрыска колеблется в пределах 800–1400 бар. Время цикла для 2-дюймового корпуса камлока из полипропилена обычно составляет 25–45 секунд в зависимости от толщины стенки и конструкции контура охлаждения. Стабильность размеров после выталкивания имеет решающее значение — степень усадки ПП составляет примерно 1,5–2,5%, и размеры формы должны компенсировать это для достижения правильных окончательных размеров соединения.
Сборка пластиковых муфт
Пластиковые рычаги кулачков также отливаются под давлением и собираются на корпусе муфты с помощью шарнирных штифтов из нержавеющей стали (использование цельнопластиковых штифтов неприемлемо, поскольку они не обладают прочностью на сдвиг для рабочих нагрузок). Штифт продавливается через оба шарнирных отверстия кулачкового рычага и корпус муфты, а затем удерживается с помощью запрессованных стопорных колец или путем прокалывания конца штифта из нержавеющей стали. Прокладка — обычно EPDM или Viton — устанавливается так же, как и в металлических муфтах.
Чем отличается качественная муфта Camlock от некачественной
Рынок муфт с эксцентриковым замком включает в себя продукцию, начиная от прецизионно обработанных, полностью сертифицированных компонентов и заканчивая недорогими импортными изделиями с минимальным контролем качества. Вот что на самом деле означают различия в производственном процессе для конечных пользователей:
- Точность размеров кулачковой канавки: Плохо контролируемый диаметр канавки означает, что рычаги кулачка не полностью входят в зацепление, что снижает усилие уплотнения. Муфта может казаться заблокированной, но при умеренном давлении будет течь.
- Пористость отливки: Литые корпуса с неконтролируемой пористостью будут просачивать жидкость через стенку корпуса под давлением или вакуумом, даже если уплотнительная прокладка не повреждена.
- Сертификация материала прокладки: Муфта, продаваемая для предприятий общественного питания с несертифицированным материалом прокладки, представляет риск загрязнения. Муфты Camlock, предназначенные для пищевых продуктов, требуют прокладок, соответствующих требованиям FDA, с документально подтвержденной отслеживаемостью.
- Удержание штифта: Рычаги кулачка, удерживаемые только с помощью штифта с фрикционной посадкой без стоек и зажимов, могут выйти из строя при повторных циклах использования, что в конечном итоге приводит к отсоединению рычага кулачка под давлением.
- Спецификация сплава: В бюджетных алюминиевых муфтах могут использоваться сплавы более низкого качества или переработанный алюминий с непостоянным составом, что снижает коррозионную стойкость и устойчивость к давлению по сравнению с указанным сплавом 6061-T6 или A380.
- Качество резьбы: Резьба NPT на муфтах типа B, D, E и F должна соответствовать ANSI/ASME B1.20.1 по конусности, шагу и форме резьбы. Резьба меньшего размера или слишком коническая резьба может пересечь резьбу или не герметизироваться без чрезмерного крутящего момента.
Разница в цене между кулачковой муфтой с контролируемым качеством и недорогим заменителем обычно составляет 30–80 % в расчете на единицу продукции. . В большинстве случаев перекачки жидкости этот ценовой разрыв меньше, чем стоимость одного обращения в сервисную службу для устранения утечки или неисправности муфты. Для транспортировки химикатов, общественного питания или любого другого применения, где отказ муфты приводит к разливу, загрязнению или событию безопасности, единственно приемлемым выбором являются муфты указанного качества.
Производство муфт Camlock по индивидуальному заказу: когда стандартных типов недостаточно
Стандартные типы муфт Camlock (от A до F, DC, DP) удовлетворяют большинству требований к промышленным соединениям. Однако для некоторых приложений требуются специальные конфигурации, которых нет в наличии в стандартной комплектации. Изготовление муфт с эксцентриковым замком по индивидуальному заказу доступно у большинства производителей промышленных муфт при заказе от 50–100 штук в зависимости от сложности и производителя.
Общие пользовательские конфигурации включают в себя:
- Корпус камлока, на одном конце которого имеется нестандартный фитинг (например, торец фланца, санитарный конец с тройным зажимом или метрическая резьба) вместо стандартного хвостовика шланга или резьбы NPT.
- Муфты Camlock уменьшенного диаметра для дозирования или ограничения потока.
- Муфты с увеличенной длиной корпуса для соединений труб с изоляцией или рубашкой
- Муфты Camlock со встроенными клапанами (шаровыми или обратными клапанами) для обеспечения разъединения всухую.
- Специальные характеристики материалов — например, Hastelloy C-276 или титан для ультракоррозионных химических операций.
- Анодированные или полимерные корпуса с цветовой маркировкой для систем идентификации жидкостей на предприятиях по перекачке нескольких продуктов.
Нестандартные муфты с эксцентриковым замком обычно производятся с помощью механической обработки на станке с ЧПУ из прутковой заготовки, а не отливки, поскольку стоимость оснастки для изготовления специальной матрицы не оправдывается при обычно используемых количествах. Сроки изготовления муфт Camlock по индивидуальному заказу обычно составляют 4–10 недель от утверждения чертежа в зависимости от наличия материала и производственной нагрузки.